Risoluzione dei problemi delle guarnizioni meccaniche: identificazione e prevenzione dei guasti comuni

Le tenute meccaniche sono componenti fondamentali nelle pompe e in altri macchinari rotanti. Sono responsabili del contenimento dei fluidi e della garanzia che le apparecchiature funzionino in modo affidabile. Loro sono progettati per usurarsi gradualmente nel tempo e alla fine richiederanno la sostituzione. Tuttavia se una guarnizione meccanica interrompe la sigillatura prematuramente, prima della manutenzione programmata o della fine della sua vita utile prevista, questo è considerato un fallimento.
Tali guasti possono causare perdite di fluido, danni alle apparecchiature e costosi tempi di inattività per la manutenzione o le riparazioni. Vale la pena ricordare che molti guasti alle guarnizioni meccaniche negli impianti tipici sono causati da problemi diversi dalla normale usura. Ciò significa che la maggior parte dei guasti prematuri delle guarnizioni può essere prevenuta attraverso pratiche adeguate.
Gli esperti tecnici di Guarnizioni Vulcan hanno identificato quattro ragioni principali per cui una tenuta meccanica smetterà di funzionare:
- Funzionamento a secco
- 1.1 Funzionamento a secco | Lampeggiante spento
- 1.2 Funzionamento a secco | Acqua pura o deionizzata
- 1.3 Funzionamento a secco | Contaminazione da glicole
- 1.4 Funzionamento a secco | Shock termico della ceramica
- Incompatibilità con elastomeri
- 2.1 Incompatibilità con elastomeri | EPDM con prodotti petroliferi
- 2.2 Incompatibilità con elastomeri | FKM/Viton con sostanze ammoniacali
- 2.3 Incompatibilità con elastomeri | FKM/Viton con sostanze acetate e acriliche
- Incompatibilità facciale
- Surriscaldamento
1. Funzionamento a secco
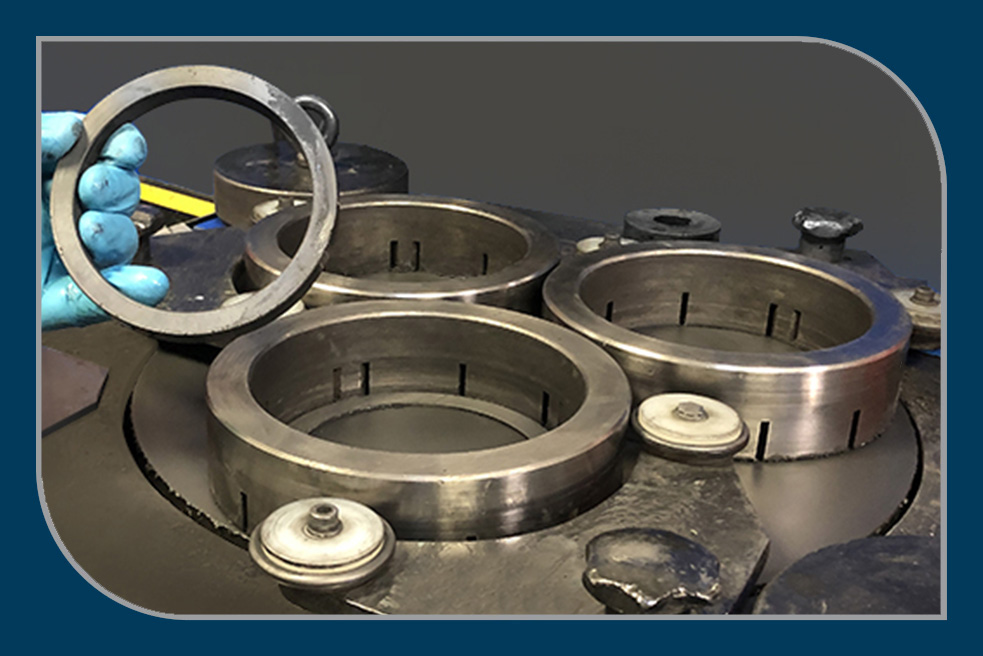
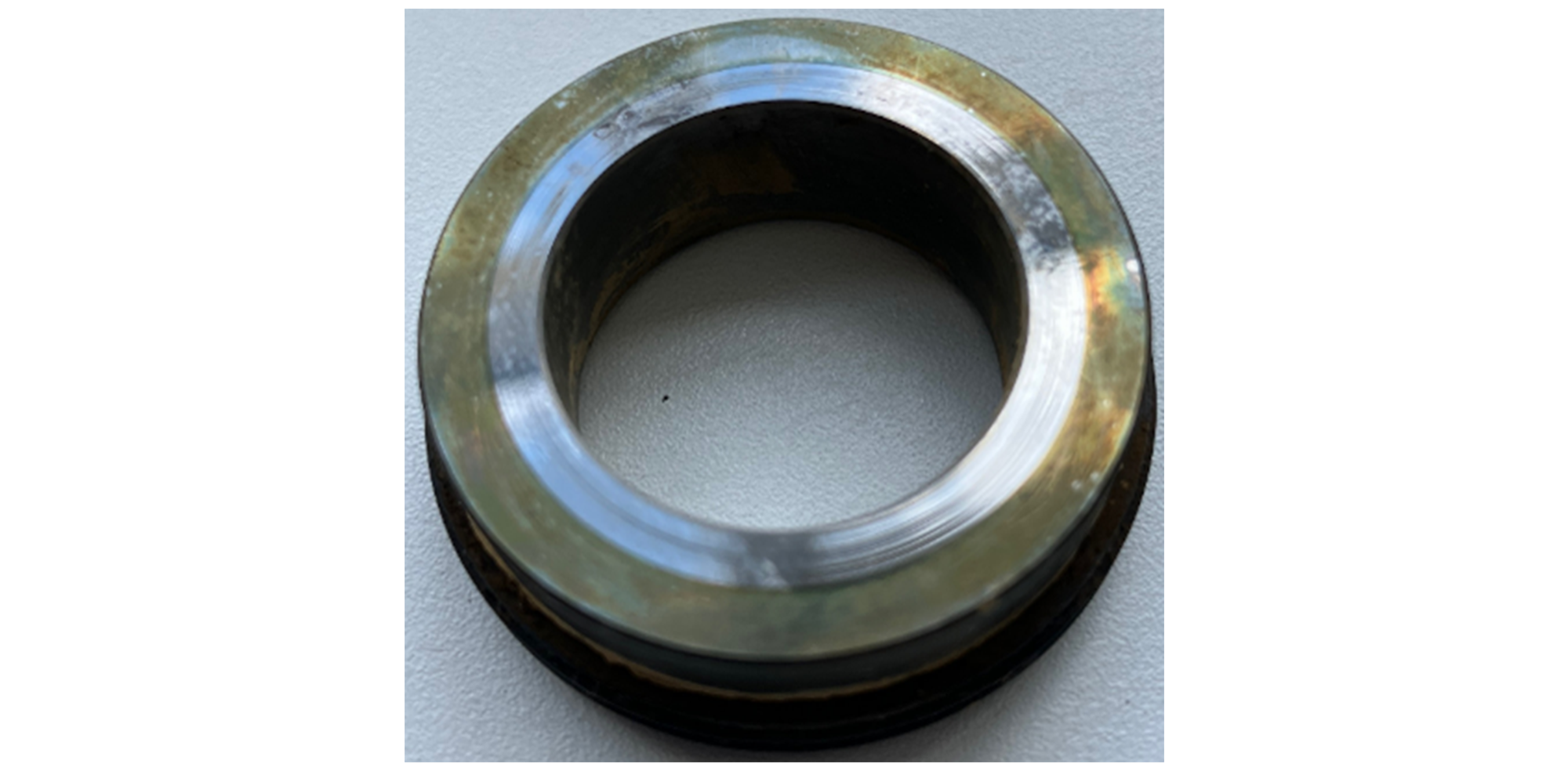
Il funzionamento a secco si verifica quando una tenuta meccanica funziona senza lubrificazione tra le facce primarie. Le facce rimangono a contatto, generando calore e usura e alla fine provocando perdite man mano che la superficie lappata viene persa.
Perché succede?
• Nessun fluido all'avvio (pompa/sacche d'aria non innescate).
• L'eccessiva compressione della guarnizione impedisce la formazione della fessura di scorrimento.
• Perdita di fluido durante il funzionamento dovuta all'interruzione del flusso o all'evaporazione locale da superfici calde.
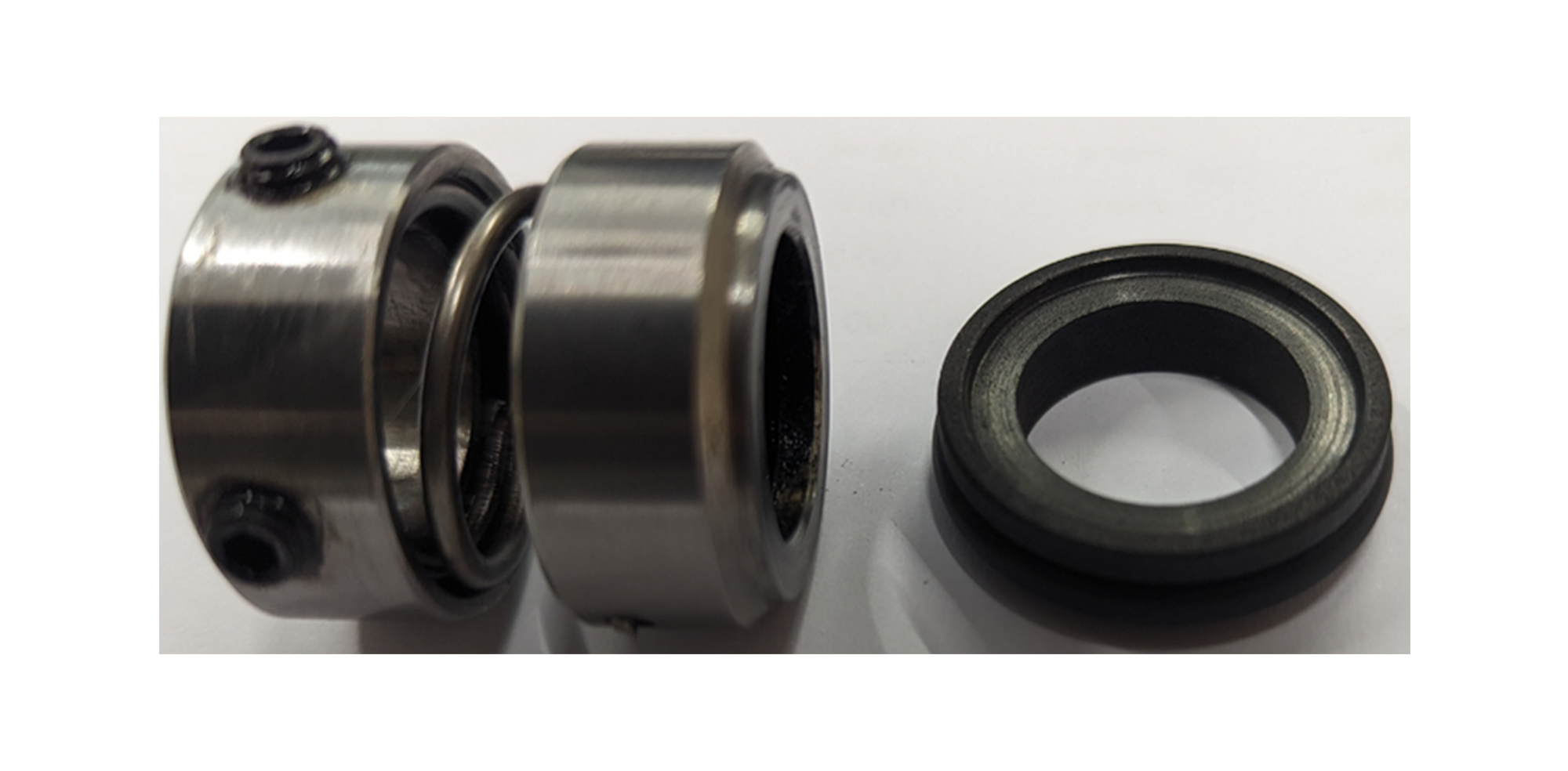
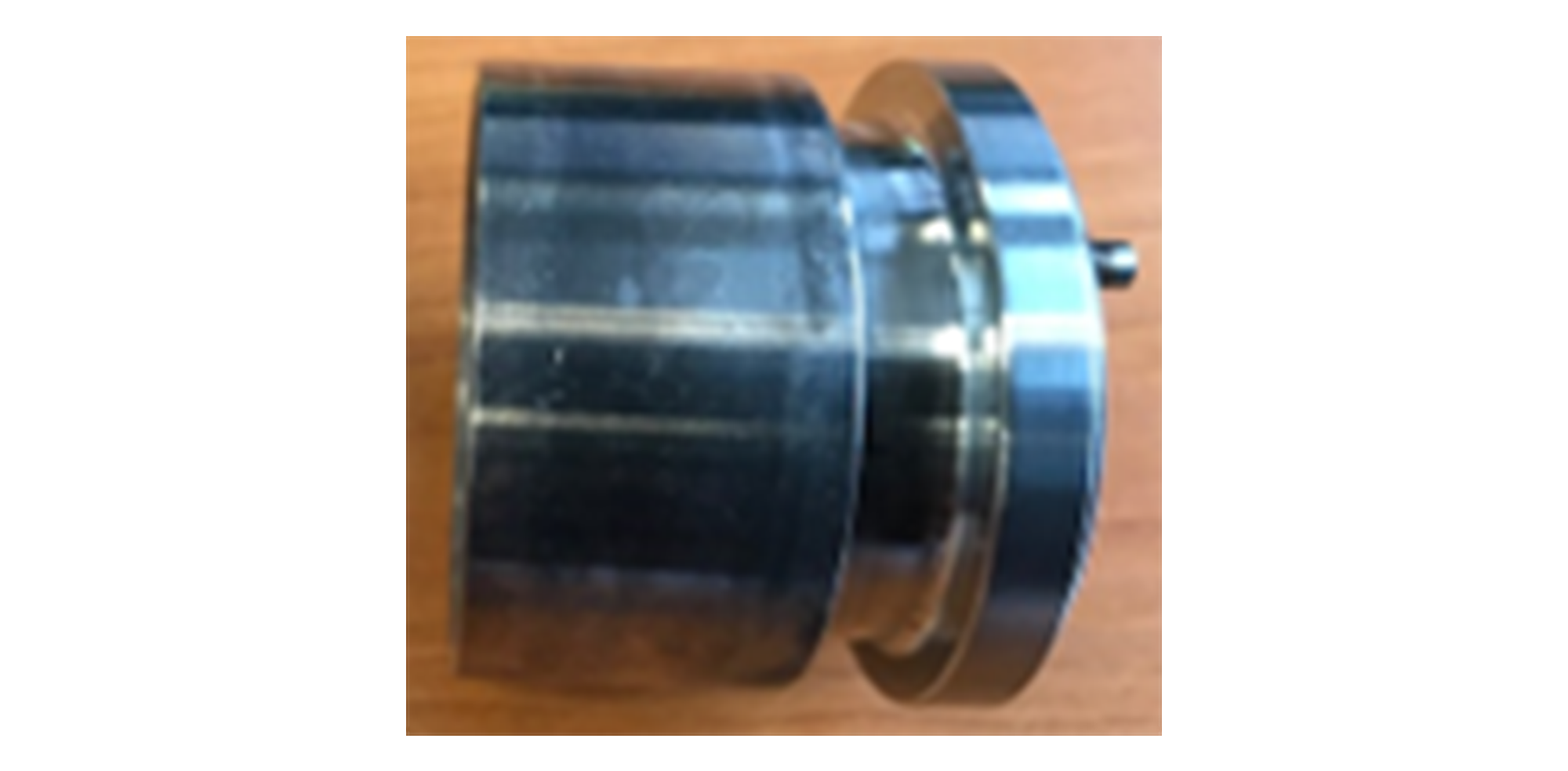
Dopo un normale periodo di manutenzione, i volti mostrano l'usura prevista (vedi immagine di riferimento). Se appaiono così dopo un breve periodo, significa che la guarnizione funziona a secco.

Come prevenirlo?
• Adescare completamente la pompa prima dell'avvio (piena di liquido, senza sacche d'aria).
• Mantenere un flusso di ingresso continuo e adeguato per mantenere l'equilibrio termico e la fessura di tenuta.
• Impostare la guarnizione sulla lunghezza di lavoro corretta per la camera di tenuta; evitare una compressione eccessiva.
1.1 Funzionamento a secco | Lampeggiante spento
«Flashing off» è l'evaporazione esplosiva dei fluidi nella fessura di sigillatura tra le facce della guarnizione. Di solito, ciò è causato dai fluidi volatili, ma può verificarsi anche quando un fluido con DP inferiore viene sospeso in un fluido ad alta pressione sanguigna, come l'acqua nell'olio. L'improvvisa evaporazione «scuoterà» le facce del sigillo e creerà dei crateri su di esse.
1.2 Funzionamento a secco | Acqua pura o deionizzata
L'acqua è un lubrificante limite scadente per le superfici di tenuta meccanica. Le sue molecole di piccole dimensioni, l'elevata tensione superficiale, la volatilità relativa e le forti proprietà dielettriche riducono la formazione del film e aumentano l'attrito frontale.
Quando funziona meglio?
L'acqua che contiene sali inorganici disciolti (elettroliti) o additivi intenzionali ha una migliore lubrificazione. L'acqua pulita/potabile contiene in genere una quantità sufficiente di elettroliti disciolti naturalmente a vantaggio delle prestazioni di sigillatura.
Quando funziona male
• Acqua ultrapura: una volta rimossi gli elettroliti, il potere lubrificante diminuisce, così come la conduttività elettrica (≤ 0,20 μS/cm, a seconda della purezza).
• Additivi glicole: l'uso di etilene o glicole propilenico come additivo riduce le prestazioni nel servizio con acqua pura.
Conducibilità tipica (indicatore del contenuto di elettroliti)
• Acqua piovana: ~0,30 μS/cm.
• Acqua di sorgente/rete idrica: ~80 μS/cm o superiore.
• Acqua ultrapura: ≤ 0,20 μS/cm.
L'acqua pura di per sé non conduce elettricità; la conduttività proviene dagli elettroliti disciolti.
Rischi nell'acqua ultrapura
Un basso potere lubrificante aumenta la tendenza a:
• Cavitazione sulle facce della guarnizione.
• Lampeggia a vapore su superfici primarie calde.
• Perdita della pellicola sigillante → funzionamento a secco intermittente, calore, usura e perdite.
Come migliorare l'affidabilità (servizio ≤ 0,20 μS/cm)
• Scegli coppie frontali autolubrificanti a bassa temperatura: carbonio impregnato di antimonio (rotativo) o carburo di silicio (puro o legato per reazione).
Gradi Vulcan Seals: VCA1 rispetto a VSS1 o VSR1.
• Se è necessario il carburo di tungsteno, utilizzare Vulcan VTN7, il cui legante resiste alla corrosione elettrolitica osservata con i comuni gradi di legante Ni/Co-nelle applicazioni con acqua pura.
1.3 Funzionamento a secco | Contaminazione da glicole
Le miscele ad alto contenuto di glicole (≈ 35% o più di glicole etilene/propilenico) si comportano male sulle facce della guarnizione e possono ridurne l'affidabilità.
Perché l'affidabilità diminuisce?
• Il riscaldamento locale del viso fa evaporare l'acqua, aumentando la concentrazione locale di glicole.
• Il glicole concentrato inizia a polimerizzare.
• Depositi polimerici sulle facce, che riducono la planarità e limitano il flusso del fluido.
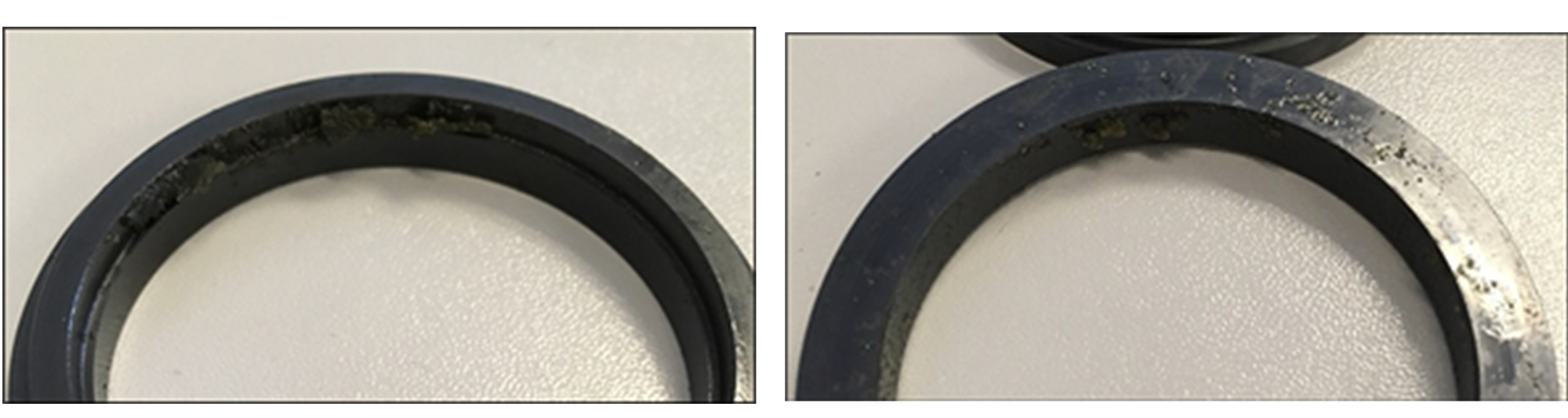
Cosa vedrai?
• Depositi simili a pellicole o vernici sulle facce e nella camera.
• Perdita di planarità del viso, aumento della temperatura e aumento delle perdite, spesso nelle prime fasi di servizio.

Come migliorare l'affidabilità?
• Utilizzare coppie di facce rigide: entrambe le facce sono in ceramica o metallo duro.
• Realizzare una faccia, preferibilmente la faccia fissa più ampia, con una finitura leggermente più ruvida per favorire una lubrificazione stabile.
• Scegli il carburo di silicio ceramico o poroso per superfici resistenti ai depositi.
• Per glicole ≥ 50%, utilizzare una superficie rotante a lama di coltello per ridurre l'area di deposito e aumentare il carico dell'unità.
1.4 Funzionamento a secco | Shock termico della ceramica
La ceramica di allumina è un forte isolante elettrico/termico ma ha una resistenza limitata ai rapidi cambiamenti di temperatura. Un improvviso spostamento del materiale (ad esempio, 80 °C → 20 °C) crea forti gradienti termici nella ceramica. La tensione risultante causa la rottura dell'allumina.
Cosa vedrai?
• Crepe o scheggiature visibili sul viso
• Rapida insorgenza di perdite dopo l'oscillazione della temperatura
Come prevenirlo?
• Evitare versamenti improvvisi di liquido freddo o caldo sulle superfici della guarnizione.
• Aumentare gradualmente le temperature durante i cicli di avvio, spegnimento e pulizia.
• Stabilizzare i piani di lavaggio: preriscaldare o temperare il lavaggio avvicinandolo alla temperatura di processo.
• Seleziona i materiali con saggezza: laddove sono previsti frequenti sbalzi di temperatura, prendi in considerazione ceramiche/carburi con una tolleranza agli shock termici più elevata rispetto all'allumina.

2. Incompatibilità con elastomeri
I componenti in elastomero (O-ring, soffietti) possono rompersi a causa della degradazione chimica/termica o delle sollecitazioni meccaniche durante il funzionamento o l'installazione.
Perché succede?
• Incompatibilità chimica: il fluido attacca il polimero → rigonfiamento, restringimento, rammollimento, infragilimento o estrazione degli additivi.
• Sovratemperatura: il calore del sistema, o un picco di calore locale sulle facce, supera il valore nominale dell'elastomero.
• Abuso meccanico: carichi di coppia, transienti di avvio/arresto o danni all'installazione (ad esempio causati da cacciaviti).
• Blocco del vuoto al riavvio: quando una pompa si ferma, può formarsi un vuoto tra le facce. Al riavvio, se l'aspirapolvere non si rompe in modo corretto, in particolare quando si utilizzano guarnizioni a soffietto pieno senza pulsante, fluidi viscosi e finiture superficiali identiche, la coppia viene trasmessa attraverso il soffietto, torcendolo e lacerandolo.

Cosa vedrai?
• Danni chimici: rigonfiamento/restringimento, screpolature, formazione di vesciche, superfici appiccicose o gessose, perdita di elasticità, perdite.
• Danni dovuti al calore: O-ring duri/fragili, set di compressione, smaltatura/scolorimento.
• Danni meccanici: intaccature, tagli, lacerazioni a spirale/torsionali nei soffietti; perdite subito dopo il riavvio.

Il modo ottimale per prevenire questi problemi è quello di abbinare il materiale ai fluidi e al pH, in particolare:
o Verificare con una tabella di compatibilità chimica prima della selezione.
o Utilizzare EPDM per l'acido acrilico; evitare l'FKM negli alcali forti.
Riduci i problemi di coppia di riavvio/vuoto:
• Fornire una finitura differenziale della faccia (una leggermente più ruvida), specialmente sulla faccia fissa più ampia.
• Utilizzare procedure di sfiato/risciacquo o avvio che interrompano l'aspirapolvere facciale.
• Nel servizio viscoso, considera i design meno soggetti al carico torsionale o aggiungi funzioni antirotazione.

Controlli rapidi
• Se si sospetta un cedimento, misurare la durezza e verificare la presenza di variazioni superficiali; annotare il pH di servizio (una semplice cartina di tornasole può indicare l'esposizione).
• Confrontando i risultati con l'ultimo evento di avvio/arresto, lo strappo dopo una breve corsa spesso indica una ripartenza della torsione piuttosto che dell'età chimica.
2.1 Incompatibilità con elastomeri | EPDM con prodotti petroliferi
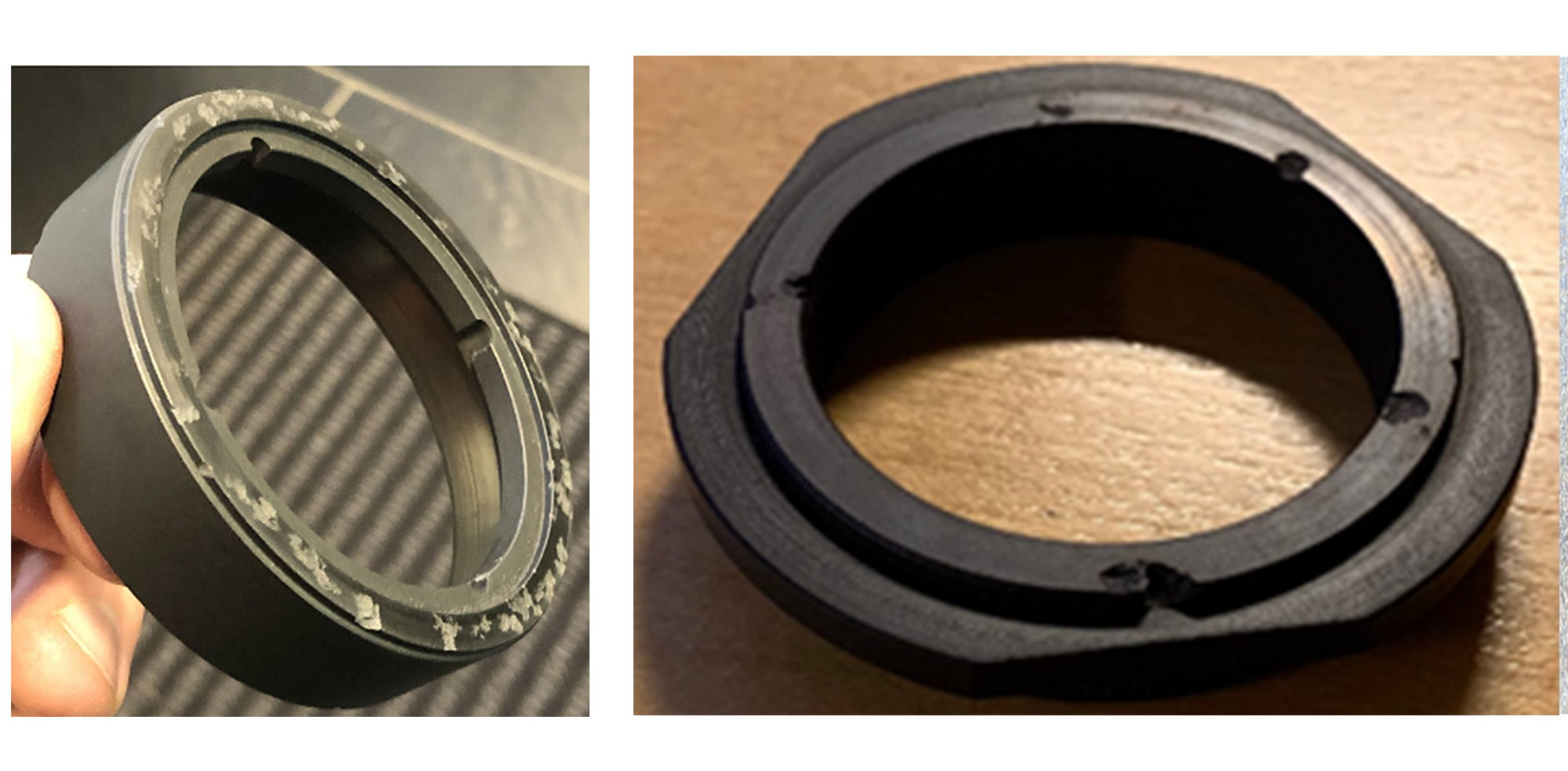
L'EPDM è non compatibile con liquidi organici a catena lunga: combustibili petroliferi, oli/grassi lubrificanti e oli/grassi vegetali o altri oli naturali. Il contatto causa l'assorbimento del solvente, quindi la gomma si gonfia e ammorbidisce.
La perdita di rigidità pregiudica la sigillatura, in particolare per guarnizioni secondarie stampate (soffietti, diaframmi) che si basano sull'integrità della forma per funzionare.
Cosa vedrai?
• Notevole volume, rigonfiamento e una sensazione più morbida ed elastica
• Perdita di stabilità dimensionale (soffietti larghi, diaframmi distorti)
• Forza di sigillatura ridotta → pianto o perdita
• Dopo la rimozione dal fluido, le parti potrebbero recuperare parzialmente, ma la vestibilità e le proprietà potrebbero non tornare al loro stato originale.
Come prevenirlo
• Non utilizzare EPDM con idrocarburi, oli/grassi minerali o oli/grassi naturali.
• Scegli un elastomero compatibile per questi supporti (ad es. NBR/HNBR, FKM, FFKM) in base alla temperatura e alla chimica.
• Uso lubrificanti di assemblaggio compatibili (ad esempio, a base di silicone) anziché grassi idrocarburici.
• Verificare sempre con un tabella di compatibilità chimica per il fluido e le condizioni esatte.
2.2 Incompatibilità con elastomeri | FKM/Viton con sostanze ammoniacali
FKM/Viton® è non adatto per servizi ad alto pH (alcalino). Si comporta bene in pH basso (acido) fluidi. L'EPDM è in genere preferito per quelli alcalini acquoso media.
Nei compressori frigoriferi che utilizzano ammoniaca (NH†), il refrigerante si scioglie nel olio lubrificante, conferendo all'olio un carattere alcalino. Quell'ambiente degrada gli O-ring FKM.
Cosa vedrai?
• Set di compressione prematura
• Fessurazione superficiale ed essiccazione generale
• Perdita di elasticità/memoria
• Perdita precoce
Scelte materiali ottimali
• Mezzi acquosi alcalini: utilizzare EPDM (non per oli).
• Sostanze acide: utilizzare FKM/Viton®.
• Oli per compressori frigoriferi con ammoniaca: utilizzare HNBR o cloroprene/neoprene.
- Evitare l'EPDM in qualsiasi uso di olio lubrificante.
- Evitare l'FKM in ambienti con pH elevato.
Conferma sempre l'esatto pacchetto di fluido, temperatura e additivo rispetto a una tabella di compatibilità chimica prima della selezione finale.
2.3 Incompatibilità con elastomeri | FKM/Viton con sostanze acetate e acriliche
FKM/Viton® è ampiamente scelto per la resistenza chimica, ma presenta importanti lacune.
Non compatibile Cerca opzioni alternative
• Acetati: acido acetico (incluso aceto), acido perossiacetico/peracetico, acetato di etile, acetato di butile e sali di acetato (ad es. sodio, piombo).
→ Usa EPDM per questi supporti.
• Acrilati: acido acrilico, poli (vinil acrilato), acrilato di metil/etil/butile.
→ Usa EPDM.
• Metacrilati: ad esempio metilmetacrilato.
→ Usa PTFE (non elastomero) o FFKM. Evitare EPDM e FKM.
Cosa vedrete con l'FKM in questi fluidi?
Gonfiore e rammollimento, attacco/screpolatura superficiale, perdita di elasticità e memoria → perdita precoce.
• Abbina l'elastomero alla chimica, alla concentrazione e alla temperatura esatte.
• Verificare rispetto a una tabella di compatibilità chimica prima di finalizzare il design della guarnizione.
3. Incompatibilità facciale
Le superfici di tenuta meccanica possono risentirne danno fisico prematuro quando particelle dure entrano nella fessura della guarnizione, interrompendo la planarità e il film lubrificante. Una volta persa la planarità, le facce entrano in contatto → calore, usura e perdite.
Perché succede?
• Abrasivi nel fluido: sabbia, prodotti di corrosione o detriti attraversano la fessura e segnano le facce.
• Materiali più morbidi a rischio: il carbonio e l'acciaio si marcano facilmente rispetto ai carburi (SiC/WC).
• Disallineamento: la faccia più dura «traccia all'interno» della faccia più morbida, oppure le facce non si incrociano affatto (eccentricità, disallineamento, vibrazione, lunghezza di lavoro errata) → nessuna pellicola di equilibrio stabile.
Cosa vedrai?
• Graffi/incisioni, tracce radiali, macchie opache abrase
• Usura graduale o conica sulla superficie più morbida; scheggiatura dei bordi
• Aumento della temperatura frontale, maggiore coppia motrice e aumento delle perdite
Come evitarlo?
• Mantenere il fluido pulito: installare filtri/filtri; sciacquare o ricircolare da una fonte pulita; sistemi di spurgo al momento della messa in servizio.
• Seleziona facce più dure per lavori sporchi: preferisci coppie rigide (ad esempio, SiC-SiC o WC-SiC) o gradi di carbonio protetto.
• Mantieni il tracciamento: controlla l'eccentricità e l'allineamento dell'albero, correggi la molla/compressione e abbina le larghezze delle facce; evita il contatto con la faccia all'avvio.
• Controllo delle condizioni operative: mantenere un flusso/pressione di lavaggio adeguato ed evitare cavitazioni o vibrazioni.


4. Surriscaldamento
Tutti gli elastomeri hanno temperature di esercizio massime. Anche i metalli lo fanno; l'acciaio si espande con il calore. Nelle parti soggette a interferenze (ad esempio manicotti, sedili, boccole), il riscaldamento riduce la pressione di contatto e può allentare la giunzione.
Perché succede questo?
• Dilatazione termica: quando l'acciaio si riscalda, il foro aumenta e l'interferenza (pressione) si attenua.
• Limiti dei materiali: gli elastomeri si ammorbidiscono, si induriscono o si induriscono quando la loro temperatura nominale viene superata.
• Ciclismo/scorrimento: cicli di calore ripetuti possono ridurre permanentemente la pressione di adattamento.
Cosa vedrai?
• Maniche o sedili filati, segni di abrasione/abrasione lucidata
• Disallineamento improvviso, rumore/vibrazione o perdita
• Guarnizioni in elastomero indurito, appiattito o fragile
Mantieni parti in acciaio antiinterferenza ≤ 200 °C per mantenere l'integrità dell'idoneità (a meno che non sia verificata mediante calcoli/test)
Come prevenirlo
• Controllo della temperatura: limiti di raffreddamento, isolamento e funzionamento che mantengono le parti al di sotto dei valori nominali del materiale.
• Progettato per il calore: scegli la classe di adattamento/interferenza in base alla temperatura massima; tieni conto dell'espansione differenziale.
• Aggiungere vincoli: chiavi, spille, dispositivi antirotazione o adesivi, se del caso.
• Selezione degli elastomeri appropriati: verifica il grado rispetto alla temperatura di servizio; evita picchi di calore locali sulle superfici delle guarnizioni.
• Ispezionare regolarmente: verificare la presenza di sfregamenti, movimenti delle parti pressate ed elastomeri invecchiati a caldo (durezza/aspetto).
Rimani aggiornato sui guasti delle guarnizioni meccaniche, assicurando che i tuoi sistemi rimangano privi di perdite
Sebbene le tenute meccaniche siano componenti di piccole dimensioni, hanno un enorme impatto sulle prestazioni delle apparecchiature. Comprendere le cause principali dei guasti alle guarnizioni, dal funzionamento a secco all'incompatibilità chimica, consente al team di intraprendere azioni correttive prima che si verifichino guasti.
A Guarnizioni Vulcan, siamo orgogliosi non solo di fornire soluzioni di sigillatura di alta qualità in tutto il mondo, ma anche di essere un partner tecnico per i nostri distributori, OEM e utenti finali. Il nostro team ha riscontrato e risolto migliaia di scenari di guasto delle guarnizioni in vari settori e questa esperienza è disponibile per aiutarvi a ottimizzare le prestazioni delle guarnizioni. Dalla selezione di materiali avanzati che resistono all'usura alla progettazione di sistemi di supporto personalizzati per le guarnizioni, ci concentriamo su soluzioni che offrono una maggiore durata delle guarnizioni e un costo totale di proprietà inferiore.
Se avete domande specifiche o volete discutere su come possiamo affrontare le vostre particolari sfide di sigillatura, contattate il Team di vendita di Vulcan Seals.
Hub della conoscenza
Scoprite i nostri ultimi articoli sulle soluzioni di sigillatura.